

ЬЈДяБфЦЕЦїгыЬЈДяPLCдкПѓгУЩўОтЛњЯЕЭГЕФгІгУ
еЊ вЊЃКБОЮФНщЩмСЫвЛжжПѓгУЩўОтЛњПижЦЯЕЭГЃЌИУЯЕЭГЪЙгУПЩБрГЬПижЦЦїЁЂШЫЛњНчУцКЭБфЦЕЦїЕШЙЄПидЊМўЩшМЦЙЙГЩЃЌЯрБШФПЧАЪаГЁжаЕФЭЈгУаЭПѓгУЩўОтЛњЃЌОпгаВйзїМђЕЅЁЂЧаИюаЇЙћИќКУЕШгХЕуЁЃ
ЙиМќДЪЃКПѓгУЩўОтЛњ БфЦЕЦї ПЩБрГЬПижЦЦї ШЫЛњНчУц
Abstract: This paper describes a mine wire saw control system, the system using a programmable controller, HMI (Human Machine Interface) and inverters, and so on. Compared with the universal wire saw in nowadays market, it has a simpler operation, and a better cutting result.
Key words: Mine wire saw Inverter PLC HMI
1в§бд
ФПЧАЃЌЪаГЁжаЫљГіЯжЕФПѓгУЩўОтЛњЖМЪЧВйзїШЫдБдкЯжГЁзївЕЃЌПижЦВйзїЯЕЭГгыЩўОтЛњжДааЕЅдЊМфИєВЛдЖЃЌЯжГЁВйзїШЫдБГЄЦкДІгкИпЗлГОКЭЧПдывєЕФЛЗОГжаЃЌЖдЩэЬхЮЃКІМЋДѓЁЃ
БОЮФЩшМЦСЫвЛжждЖГЬПижЦЕФФЃЪНЃЌЪЙЩўОтЛњжДаажїЬхгыПижЦЯЕЭГЗжРыЃЌЖўепЭЈЙ§RS485змЯпНјааПижЦЃЌВйзїШЫдБЭЈЙ§ПижЦЙёЩЯЕФШЫЛњНчУцПЩвдЭЌЪБВйзїПижЦЪ§ЬЈЩўОтЛњЩшБИЃЌЖјЧвИїЛњЦїдЫзЊзДЬЌЖМЪЕЪБЯдЪОдкШЫЛњНчУцЩЯЃЌИќМгЧхЮњжБЙлЁЃ
2ЯЕЭГНсЙЙПђЭМШчЭМ1ЫљЪО
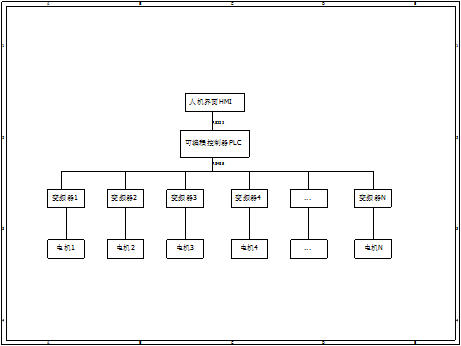
ЭМ1 ЯЕЭГНсЙЙПђЭМ
гЩЭМ1ЕФНсЙЙПђЭМПЩвдПДГіЃЌЯЕЭГгЩвЛЬЈШЫЛњНчУц(HMI)ЁЂвЛЬЈПЩБрГЬПижЦЦї(PLC)КЭЖрЬЈБфЦЕЦї(VFD)МАЕчЛњ(MOTOR)ЙЙГЩЁЃ
PLCЪЧПижЦЯЕЭГЕФКЫаФЃЌHMIЪЧПижЦЯЕЭГгыВйзїШЫдБЕФНгПкЃЌЖјVFDЪЧPLCгыMOTORЕчЛњЕФНгПкЃЌMOTORЪЧжДааЕЅдЊЁЃ
HMIгыPLCжБНгЭЈЙ§RS232ПижЦЯпСЌНгЁЃVFDгыPLCжБНгЭЈЙ§RS485ПижЦзмЯпНјааСЌНгЃЌВЂгЩPLCПижЦВйзїЁЃMOTORгыVFDЪфГіжБНгСЌНгЃЌВЂгЩVFDПижЦЦфзЊЫйКЭЗНЯђЁЃ
БОЯЕЭГНсЙЙЩшМЦРэФюдкгкНЋжДааВПЗжгыПижЦВПЗжЯрЖдЗжПЊИєРыЃЌМѕЩйВйзїШЫдБжБНгНгДЅЖёСгЛЗОГЕФЪБМфКЭДЮЪ§ЃЌИќгаРћгкБЃЛЄВйзїШЫдБЩэЬхАВШЋгыНЁПЕЁЃЭЌЪБЃЌБОЯЕЭГНсЙЙЪЪКЯгкЖрЬЈжДааЕЅдЊЕФМЏжаПижЦЃЌМѕЩйВйзїШЫдБЃЌЬсИпСЫЙЄзїаЇТЪЁЃ
3гВМўбЁаЭ
АДеедЄЖЈЩшМЦвЊЧѓЃЌБОАќзАЛњашЭъГЩШЫЛњНЛЛЅЁЂЕчЛњЕїЫйЕШЙІФмЃЌжївЊАќРЈвдЯТМИИіВПЗжЦїМўЁЃ
3.1ПЩБрГЬПижЦЦї(PLC)
ПМТЧЕНФПЧАЕФЙІФмашЧѓМАЮДРДРЉеЙЙІФмЕФПЩФмадЃЌБОЯЕЭГPLCбЁгУЬЈДяDVP16ES200TЃЌИУЛњаЭФкНЈRS-232МАRS485ЃЌМцШнMODBUS ASCII/RTUЭЈбЖавщЃЌВЂДјга4ТЗИпЫйТіГхЪфГіЙІФмЃЌЮЊНЋРДЯЕЭГРЉеЙЪЙгУВННјЕчЛњЕШЦїМўЬсЙЉБЃжЄЁЃ
ЬЈДяPLC DVP16ES200TЯъЯИВЮЪ§ШчБэ1ЫљЪОЁЃ
Бэ1 DVP16ES200TВЮЪ§
ЙІФм
ВЮЪ§
ИпЫйЪфШы
2ТЗ100kHzЃЛ6ТЗ10kHz
ТіГхЪфГі
2ТЗ100kHzЃЛ2ТЗ10kHz
ИпЫйБШНЯжеЖЫ
8ТЗ
ЭтВПЪфШыжаЖЯ
8ТЗ
ЭЈбЖНгПк
1ИіRS-232ЃЛ2ИіRS-485
БфЦЕЦїПижЦжИСю
жЇГж
РЉеЙФЃПщ
ПЩСЌНг8ЬЈРЉеЙФЃПщ
ГЬађШнСП
16K Steps
гЩБэ1ПЩвдПДГіЃКЬЈДяDVP16ES200TОпга4ЕуИпЫйТіГхЪфГіЃЌПЩвдгУгкВННјЕчЛњЕФЧ§ЖЏЃЛФкНЈRS232ЭЈбЖКЭMODBUSЭЈбЖавщЃЌПЩвдЭЌЪБСЌНгШЫЛњНчУцКЭБфЦЕЦїзщМўЃЛДЫЭтЃЌИУPLCжЇГжЭтЮЇРЉеЙЃЌПЩвдСЌНгDAФЃПщКЭIOФЃПщЁЃ
3.2ШЫЛњНчУц(HMI)
БОЯЕЭГШЫЛњНчУцбЁгУЬЈДяDOP-B07S515ЁЃИУШЫЛњНчУцЮЊ7 МЦСФЛЃЌ800ЁС600ЗжБцТЪЃЌФкНЈ128MB ROMЃЌДјгаRS-232ЁЂRS-485ЭЈбЖНгПкЃЌжЇГжUSBСЌНгЕчФдНјааНчУцаоИФЁЃ
ИУШЫЛњНчУцHMIЭЈЙ§RS-232НгПкгыPLCжїЛњНјааСЊЛњЭЈбЖЁЃ
3.3БфЦЕЦї(VFD)
гЩгкЯжгаПѓгУЩўОтЛњЕФжїЧаИюЕчЛњЖюЖЈЙІТЪЮЊ35kWЃЌЙЪБОЯЕЭГБфЦЕЦїбЁгУЬЈДяVFD-370FЁЃИУаЭКХБфЦЕЦїЪЪгУЕчЛњЙІТЪЮЊ37kWЃЌПЩвдТњзуБОЯЕЭГашвЊЁЃ
ЬЈДяБфЦЕЦїVFD-370FВЮЪ§ШчБэ2ЫљЪОЁЃ
Бэ2 VFD-370FБфЦЕЦїВЮЪ§
ЙІФм
ВЮЪ§
ЪЪгУЕчЛњЙІТЪ
37kW
ЖюЖЈЪфГіШнСП
50kVA
ЪфГіЦЕТЪЗЖЮЇ
0.10~120.00Hz
ЪфШыЕчСї
Ш§ЯрЕчдД 7***
4ГЬађЩшМЦ
БОПижЦЯЕЭГЕФГЬађЩшМЦжївЊдкгкPLCгыVFDжЎМфЕФRS485ЭЈбЖЁЃдкБОНкФкШнжаЃЌзїепжївЊЖдГЬађЕФжїЬхНсЙЙКЭвЛаЉашвЊзЂвтЕФЯИНкЕиЗННјааНВНтЃЌВЂВЛЭъШЋЩцМАЕНБОПижЦЯЕЭГЕФШЋВПЯъЯИГЬађЁЃ
ЬЈДяVFD-370FБфЦЕЦїЪЙгУЕФRS485ЭЈбЖавщЮЊModbus-RTUФЃЪНЃЌЮяРэВуЮЊСНЯпжЦRS485ЃЌЭЌЪБЬЈДяDVP16ES200TетПюPLCПЩвдбЁдёModbus-RTUавщЃЌPLCавщЕФбЁдёашвЊдкГЬађЕФПЊЪМНјааХфжУЁЃЭМ2ЮЊPLCгыVFDЭЈбЖИёЪНГѕЪМЛЏГЬађЁЃ
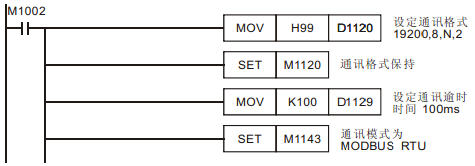
ЭМ2 PLCгыVFDЭЈбЖИёЪНГѕЪМЛЏ
ХфжУНВНтЃКДгVFD-370FЫЕУїЪщжаЕУжЊИУБфЦЕЦїЭЈбЖНгПкЮЊЭјТчНгПкЃЌвђДЫашвЊХфжУЯргІЕФНгЭЗЃЌЭЈбЖЕчРТЪЙгУ0.56mmЫЋНЪЯпЃЌВЈЬиТЪЮЊ19200bpsЪБЃЌЭЈбЖДЋЪф***ДѓОрРызуЙЛБОПижЦЯЕЭГЕФОрРыЁЃ
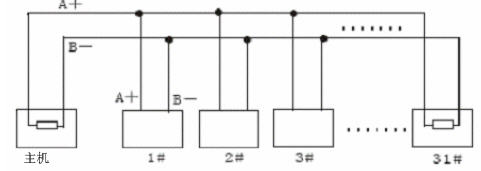
ЭМ3 ЖрЬЈVFDгыжїЛњPLCСЊЛњЕФОеЛЈНгЗЈНгЯпЭМ
дкБОЯЕЭГжаЃЌЖрЛњСЊЛњВЩгУОеЛЈСДЪНСЌНгЗНЪН(ШчЭМ3ЫљЪО)ЃЌдкСНЭЗИїНгЩЯ120ІИжеЖЫЕчзшЁЃ
ГЬађЫЕУїЃКPLCгыVFDжЎМфЭЈбЖИёЪНШЗЖЈЕФЧщПіЯТЃЌжЛашвЊЖдееVFD-370FБфЦЕЦїЫЕУїЪщжаЕФЭЈбЖЪ§ОндкPLCГЬађжаНјааХфжУ(ШчБэ3ЫљЪО)ЃЌЗЂЫЭИјБфЦЕЦїЃЌОЭПЩвдЯргІЕиПижЦБфЦЕЦїЕФдЫааЁЃ
Бэ3 VFD-370FБфЦЕЦїБивЊВЮЪ§ЩшжУ
ВЮЪ§
ЩшжУжЕ
ЫЕУї
09-00
01~N
ИУБфЦЕЦїЕФЭЈбЖЕижЗ
02-00
04
жїЦЕТЪгЩRS-485ЭЈбЖВйзї
02-01
03
дЫзЊжИСюгЩRS-485ЭЈбЖВйзї
09-01
02
19200bps
09-04
03
MODBUS RTU<8,N,2>
5ГЃгУдЫааЖЏзїЫЕУї
дкЫљгаБфЦЕЦїгыPLCжЎМфЕФRS-485змЯпСЌНгЭъГЩжЎКѓЃЌашвЊЖдЫљгаБфЦЕЦїЕФвЛаЉГЃгУдЫааЖЏзїНјааЫЕУїЁЃ
(1)ЩшжУЕижЗЮЊ03HЕФБфЦЕЦїдЪаэе§ЗДзЊ
MODWR K3 H0204 H00
ЫЕУїЃКВщдФVFD-370FБфЦЕЦїВйзїЫЕУїЪщПЩжЊЃЌH0204ЮЊVFD-370FБфЦЕЦїе§ЗДзЊЕФЭЈбЖЕижЗЃЌЯђИФЕижЗаДШыдЪаэе§ЗДзЊЕФжИСюЪ§ОнH00ЃЌМДПЩЪЕЯжЫљашЕФВйзїЁЃ
(2)ЩшжУЕижЗЮЊ05HЕФБфЦЕЦїе§зЊЧвЪфГіЦЕТЪЮЊ50Hz
MODWR K5 H2000 H12
MODWR K5 H2001 K5000
ЫЕУїЃКВщдФVFD-370FБфЦЕЦїВйзїЫЕУїЪщПЩжЊЃЌH2000ЮЊVFD-370FБфЦЕЦїЗНЯђЩшЖЈЕФЭЈбЖЕижЗЃЌЯђИФЕижЗаДШыдЪаэе§зЊЕФжИСюЪ§ОнH12ЃЌМДПЩЪЕЯжЕчЛње§зЊЃЛH2001ЮЊVFD-370FБфЦЕЦїЦЕТЪЩшЖЈЕФЭЈбЖЕижЗЃЌЯђИФЕижЗаДШы50HzЖдгІЕФЕФжИСюЪ§ОнK5000ЃЌМДПЩЪЕЯжЕчЛњзЊЖЏЦЕТЪЮЊ50HzЃЌДгЖј***жеЪЕЯжЫљашЕФВйзїЁЃ
ШчЩЯУцСНИіЖЏзїЪЕР§ПЩМћЃЌЖдVFD-370FБфЦЕЦїЕФВйзїПижЦУќСюжЛашМђЕЅЕиЖдееЦфЫЕУїЪщНјааХфжУОЭФмЙЛКмШнвзЕиВйзїЃЌЖјПижЦЯЕЭГЕФЦфЫћВйзїЃЌШчПижЦТпМЁЂHMIЭЈбЖХфжУЁЂзДЬЌВЩМЏЕШдкДЫВЛзіЯъЯИЫЕУїЁЃ
БОЮФНіМђЪіСЫЛљБОЕФПижЦНсЙЙКЭПижЦВйзїГЬађгяОфЃЌЖСепПЩИљОнБОЮФЕФФкШнздМКНјааРЉГфЪЕМљЃЌЭъећЕиЕУГіБОЯЕЭГЕФЪЕМЪаЇЙћЁЃ
ИќЖрФкШнЧыЗУЮЪЃКЬЈДяЃЈDeltaЃЉЪкШЈЗўЮёЩЬ